 French website
French website  Belgian website
Belgian website 5-assen bewerken met Fusion 360 (Deel 1/2)
Kom erachter hoe 5-assig bewerken in Fusion 360 werkt. Van het selecteren van een 5-assige strategie tot het vermijden van botsingen.
Fusion 360 onderging onlangs een grote upgrade op het gebied van 5-assig programmeren. Maar wanneer kies je 5-assig versus 3+2-assig bewerken? En uit welke verschillende strategieën kun je kiezen in Fusion 360.
Waarom is 5-assig programmeren in Fusion 360 anders?
Het simpele antwoord hierop is krachtige eenvoud. 5-assig programmeren moet net zo eenvoudig zijn als 3-assig bewerken. Natuurlijk zorgen die twee extra assen voor een grotere complexiteit, maar dat hoeft niet te betekenen dat het programmeren ervan ‘’Rocket Science’’ moet zijn.
Fusion 360 richt zich op het leveren van middelen én geautomatiseerde workflows. Dit zorgt ervoor dat 5-assig programmeren eenvoudiger wordt gemaakt. Eenvoud alleen is echter niet genoeg. Je hebt ook kracht en flexibiliteit nodig om benodigde machinefiles te maken. En juist dat is waar Fusion 360 een verrassende slag levert. Het programma beschikt over geavanceerde gereedschapsbesturing. Hiermee bewerk je onderdelen zoals jij dat wilt.
Waarom zou je een 5-assige bewerking gebruiken?
Of je nu een goedkope draaitafel op een 3-assige machine schroeft of een draai-freesmachine hebt van een miljoen euro, ons advies is om alleen 5-assig te frezen als het nodig is. Dus alleen wanneer 3+2 bewerkingen niet voldoen. Wat de reden hiervan is? Dit heeft te maken met de machineconstructie, de nauwkeurigheid van de machine en of de software eventuele mechanische fouten compenseert.
De vuistregel is dat wanneer je alle vijf assen van de machine tegelijk beweegt, je de kans op oneffenheden in het bewerkte oppervlak vergroot. Elke machine, ook de hele dure machines, hebben een zekere mechanische onnauwkeurigheid. Als de machine beweegt, kunnen mechanische fouten het vermogen van je machine beïnvloeden.
Simultane 5-assige bewegingen kunnen leiden tot variaties in de krachten van het snijgereedschap. Dit kan leiden tot getekende lijnen, inkepingen of andere oneffenheden. Deze oneffenheden moet je vervolgens weer verwijderen en hiervoor zijn extra processen nodig. Deze kosten tijd én geld.
Dus zelfs met je glimmende machine van een miljoen euro moet je overwegen om eerst 3+2 te bewerken. Het is dé keuze voor toegang tot moeilijk bereikbare delen, het gebruik van korte gereedschappen en het bewerken van onderdelen met minder instellingen. Gebruikers van Fusion 360 krijgen toegang tot het overgrote deel van de 3+2 programmeermogelijkheden. Hieronder vallen onder andere accessibility shading, interactieve gereedschapsasuitlijning en nog veel meer.
Dus zelfs als je een glimmende nieuwe 5-assige machine met alle toeters en bellen hebt gekocht, overweeg dan eerst 3+2 bewerkingen. Het is een uitstekende keuze voor toegang tot ondersnijdingen en moeilijk bereikbare delen, het gebruik van kortere gereedschappen en het bewerken van onderdelen met minder instellingen. Fusion 360 basisgebruikers krijgen toegang tot het merendeel van de 3+2 programmeermogelijkheden, waaronder accessibility shading, interactieve gereedschapsuitlijning en meer.
Een 5-assige strategie kiezen
Nadat je hebt besloten dat 5-assig bewerken dé methode is voor je project, kun je beginnen met de eerste stap: de strategie. Fusion 360 heeft een bibliotheek met verschillende strategieën waaruit je kunt kiezen.
Hieronder schetsen we enkele voorbeeldscenario’s met een voorgestelde Fusion 360 3D bewerkingsstrategie:
- Vertical – 3-assig bewerken. Merk op dat deze optie ook kan worden gebruikt met automatische botsingvermijding (waarover later meer).
- To a user-defined point/curve – de gereedschapsas wordt zo ingesteld dat de punt van het gereedschap naar het punt/curve wijst. Dit is ideaal voor het bewerken van uitstekende vormen/features.
- From a user-defined point/curve – de gereedschapsas wordt zo ingesteld dat de punt van het gereedschap van dit punt af wijst. Dit is ideaal voor het bewerken van verzonken kamers/features.
- Lead/lean – zwenkt het gereedschap onder een hoek ten opzichte van het onderliggende model. Hierbij kantelt “lead” het gereedschap in de verplaatsingsrichting, terwijl “lean” staat voor een zijwaartse kanteling ten opzichte van de verplaatsingsrichting. Een lead- en lean waarde van 0 graden lijnt de gereedschapsas uit zodat deze loodrecht op het (de) onderliggende oppervlak(ken) staat.
Naast de voorbewerkingsstrategieën (die meestal het best uitgevoerd kunnen worden met 3+2 bewerking), ondersteunen de meeste 3D nabewerkingsstrategieën in Fusion 360 een vorm van 5-assige machinebeweging.
Strategieën als Parallel, Scallop, Spiral, Pencil, Morphed Spiral, Project, Morph, Radial, en Steep and Shallow ondersteunen nu allemaal een primaire gereedschapsas. Zowel naar als vanaf een door gedefinieerd punt of curve. Dit is een krachtige optie in gevallen waarin een punt/curve boven of onder het model kan worden geplaatst. Zo kun je de gereedschapsas zo sturen dat de punt van het gereedschap in de gewenste richting ten opzichte van het model wijst.
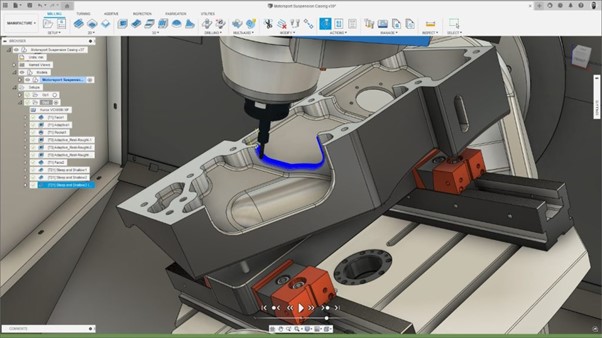
Het onderstaande voorbeeld toont het gebruik van “to point” om een uitstekende vorm te bewerken. Hier wijst de punt van het gereedschap naar een punt onder het werkstuk.
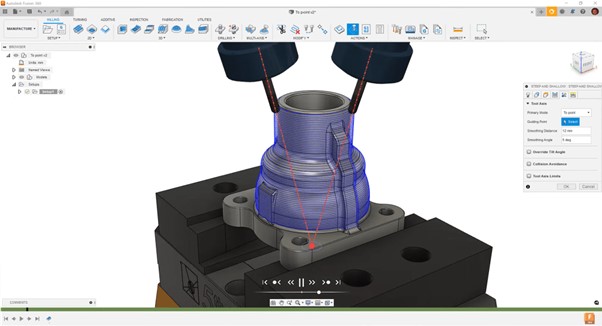
Een gereedschapsasinstelling van “to point” gebruiken om een uitstekende vorm met 5-assige beweging te bewerken.
Dit tweede voorbeeld toont de bewerking van een flesvorm met gebruik van “From Curve.” Hier is de curve een eenvoudige lijn boven het onderdeel, waardoor de punt van het gereedschap weg wijst van de curve en in de richting van het te bewerken model.
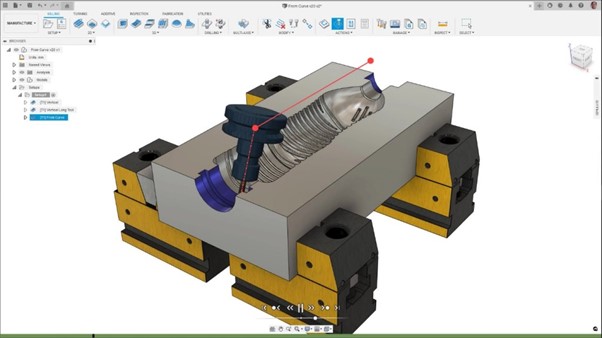
Een gereedschapsasinstelling van “From Curve” gebruiken om een flesvorm met 5-assige bewegingen te bewerken.
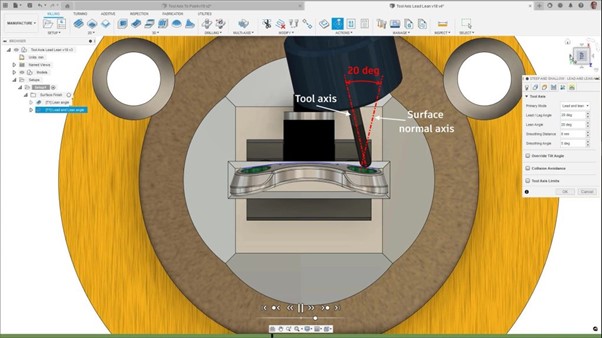
Flow, Blend, Multi-axis Contour, en Steep and Shallow ondersteunen een gereedschapsasinstelling van “Lead and Lean”. Hierbij wordt het gereedschap gekanteld onder een vaste (door de gebruiker te bepalen) hoek, ten opzichte van het te bewerken oppervlak. Dit maakt een aantal interessante programmeerkeuzes mogelijk:
Lead en Lean kunnen worden gebruikt in combinatie met afgeronde frezen bij het bewerken van grote, licht gebogen oppervlakken (zoals carrosseriepanelen). Hier kan de gedefinieerde hoek de snijkant van het gereedschap op het werkstuk positioneren en het gebruik van grotere stappen mogelijk maken, waarmee een hoog afwerkingsniveau kan worden bereikt met kortere cyclustijden.
Een andere mogelijkheid is om Lead en Lean te gebruiken met een bolkopfrees en deze zo te kantelen dat de niet-snijdende punt van het gereedschap geen contact maakt met het model. Welke methode je ook gebruikt, het is duidelijk dat Lead en Lean een grote invloed kunnen hebben op de kwaliteit van het werkstuk, het gebruik van het gereedschap en de cyclustijden.
Gebruik van lead- en lean hoek (20 graden) om de gereedschapsas uit te lijnen ten opzichte van het model.
Ten slotte gebruikt de specialistische strategie Swarf een andere gereedschapsas. Hierbij wordt de zijkant van het gereedschap tegen de zijwanden van pockets gericht. Dit is erg effectief. Hiermee bewerk je namelijk eenvoudig pockets of bosses, zelfs diegene met zijwanden die niet verticaal zijn óf ondersnijdingen bevatten.
De zijkanten van de pockets bewerken met de zijkant van het gereedschap.
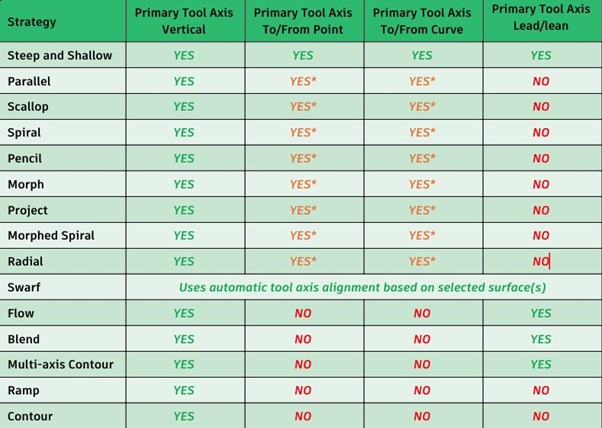
Met meer dan een twaalftal 3D-nabewerkingsstrategieën en een reeks gereedschapsas-opties om ze mee te combineren, is het waarschijnlijk zinvol deze samen te vatten in een handige grafiek. Hieronder zie je de verschillende mogelijkheden.
Er zijn nog een aantal 3D-bewerkingsstrategieën die 5-assige bewerking nog niet ondersteunen. Autodesk werkt er hard aan om deze in de toekomst toe te voegen.
Fusion 360 5-assig opties in actie
Bekijk de onderstaande video om de nieuwe 5-assige bewerkingsopties in actie te zien. Je ziet verschillende opties voor gereedschapsassen en er wordt uitgelegd hoe je ze kunt combineren om uiteenlopende oplossingen te bereiken.
Vandaag al aan de slag met Fusion 360?
Tot 1 december 2022 is Fusion 360 extra voordelig! Je krijgt dan namelijk 25% korting op de aanschafrpijs.
Wil je liever meer informatie?
Vul dan nevenstaand formulier in. We nemen dan zo spoedig mogelijk contact met je op.
Liever direct persoonlijk contact? Bel dan +31 (88) 872 00 00. We helpen je graag!